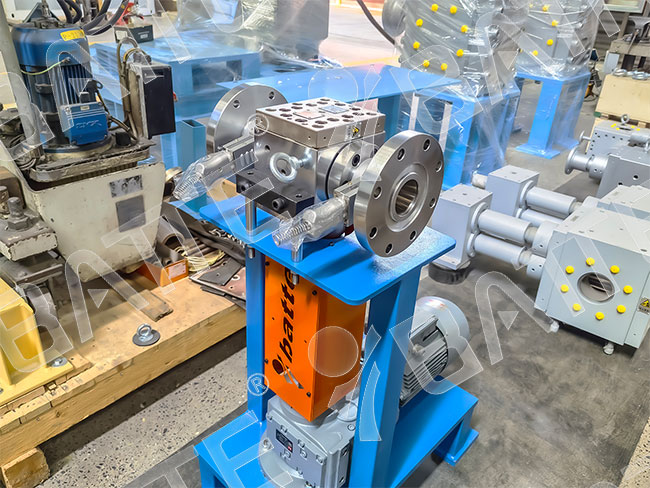
ZB-B Extruder Pump Vertical Installation
The ZB-B extruder pump is essentially a melt gear pump. Its vertical installation comes in two specific configurations: Type C1 and Type C2. Installation must adhere to general melt pump installation specifications while addressing the unique requirements of vertical mounting. Below are detailed installation procedures and precautions:

Pre-Installation Preparation
Equipment and Component Inspection: Upon unpacking, thoroughly inspect the ZB-B pump body, seals, flanges, and other accessories for damage or missing parts. For larger pump sizes (100CC and above), prepare lifting eyes with bolts for hoisting to prevent damage to precision gears and shafts during handling. Also prepare 12.9-grade connecting bolts, DAG154 high-temperature grease, and complementary components like pressure/temperature sensors.
Foundation and Platform Setup: Construct a sturdy steel frame platform. Secure it to the floor with expansion bolts to prevent platform overturning due to excessive torque during pump operation. The foundation surface must be level and sufficiently rigid. Mark the installation reference lines in advance to ensure even force distribution after pump installation. Additionally, reserve sufficient operating space for subsequent commissioning and maintenance.

Core Installation Procedures
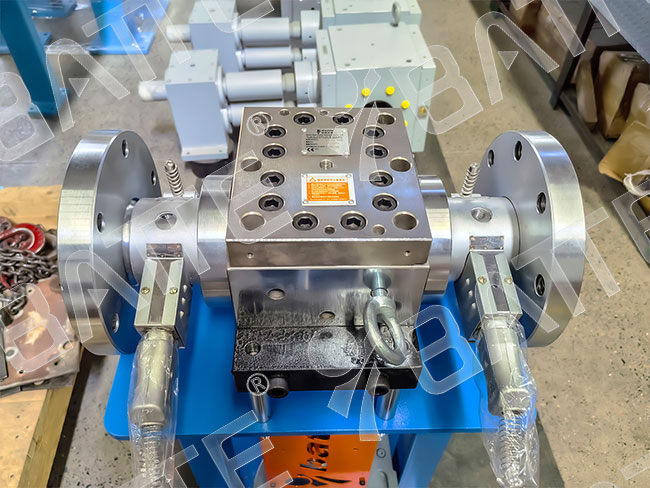
Pump Body Positioning and Fixing: Place the pump body on the platform in the upward installation orientation. Verify the clockwise rotation direction of the pump shaft based on the rotation direction stamp on the pump body. After adjusting the pump's level, symmetrically and evenly tighten the base using 12.9-grade bolts. Apply high-temperature grease to the bolt threads beforehand and control torque according to the corresponding specifications. For example, torque for M16 bolts should not exceed 120 N·m to prevent localized stress imbalances that could cause the pump shaft to seize.
Motor and Coupling Alignment: When installing the motor, ensure the motor shaft is concentric with the pump shaft. Using a laser alignment tool is recommended. When connecting them with a universal coupling, keep installation errors within 3° to prevent additional forces during operation that could shorten shaft life. Follow the symmetrical and uniform tightening principle for coupling bolts. After tightening, manually rotate the pump shaft to ensure no binding occurs.
Piping and Sensor Assembly: For upward-installed inlet/outlet pipes, maintain straight alignment to prevent melt flow obstruction from sharp bends. During flange mating, ensure gaskets lie flat and tighten bolts diagonally in stages to prevent leakage. Subsequently install pressure and temperature sensors at designated interfaces, controlling torque during tightening to avoid sensor damage that could compromise parameter monitoring. For pumps with packing seals, adjust the packing gland position to achieve optimal sealing performance.
Post-Installation Preheating and Trial Operation
Uniform Preheating: Preheat upward-installed pumps together with piping. Control the temperature rise rate at ≤120°C/hour until reaching the process temperature for material melting. Never start operation before reaching the set temperature to prevent thermal stress damage to the pump body.
Low-Speed Commissioning: First verify lubricant presence in the gear reducer; replenish oil before startup if empty. Initiate operation at approximately 5 rpm. After bearings are fully lubricated by the melt, gradually increase pressure and speed. Monitor pump operation throughout. Immediately shut down and inspect critical areas (e.g., concentricity, bolt tightness) if abnormal noise, vibration, or leakage occurs.
Special Precautions
Ensure the extruder center height aligns with the ZB-B pump center height to prevent material leakage or increased pump load due to height discrepancies during melt conveyance.
When installing vertically, protect the sealing system to prevent material seepage from seals due to gravity. Regularly inspect sealing components and replace worn parts promptly.
Avoid prolonged dry running after installation, as these pumps rely on conveyed melt for lubrication. Dry running can cause severe wear on gears and bearings.
Email: sale@meltpump.com
WhatsApp: +86 158 3833 1071